

Examples of the Vortex Authorization Process
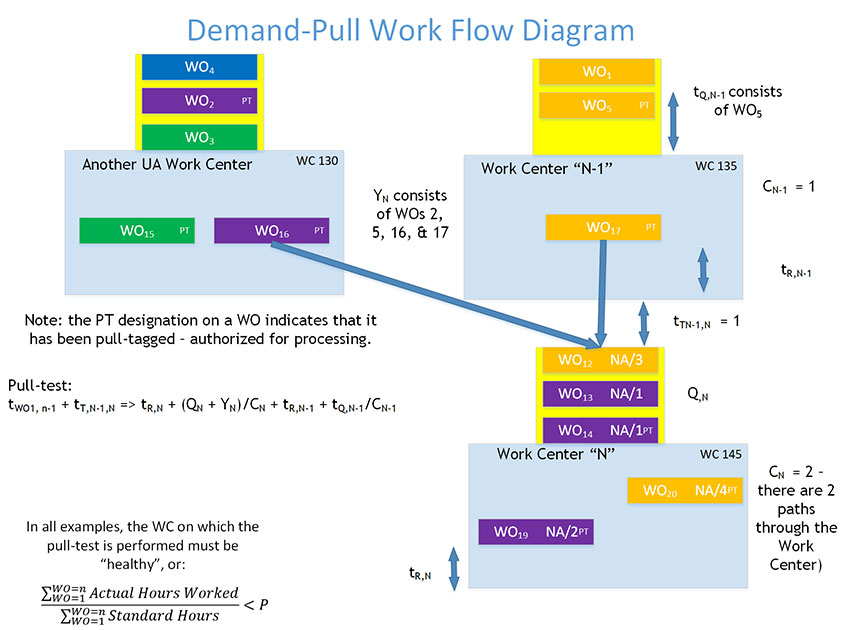
The examples set forth in the table below illustrate the WO authorization process resulting from the pull-test in different circumstances. In all the examples, a set of WCs such as shown in the following Figure is used. There are two WCs (WC 130 and WC 135) that feed into a third WC (WC 145) and the downstream WC (WC 145) is presumed to be healthy (reference the discussion of Work Center Performance Testing) so that the pull-testing for this WC is active.
The interrogation of its upstream WCs finds that WO1 is the WO that is currently unauthorized, has the highest priority, and is therefore the candidate to be authorized. The authorization is based on whether the time for this WO to reach WC 145’s queue is equal to or greater than the time required to consume the work that has already been authorized ahead of WO1.
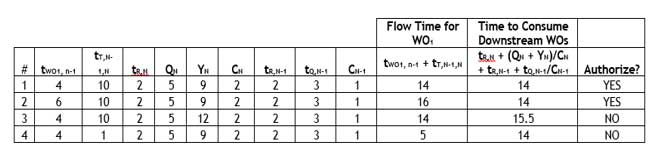
 In Example 1, the authorization test is affirmative. The time required for WO1 to reach WC 145’s queue is its Flow Time in WC 135 (four hours) plus the transit time required to get to the next WC (ten hours). It will therefore take fourteen hours for this WO to reach WC 145 once work on it has started in its current WC, WC 135. Therefore, the question is “Are there more than fourteen hours of work for WC 145 ahead of WO1?” To calculate this, the time until the next WO is started is added into WC 145 (tR,N), two hours, plus the time to consume the authorized work ahead of WO1 that is destined for WC 145 ((QN + YN)/CN), seven hours, plus the time until the next start in WC 135 (tR,N-1), two hours, plus the time required in WC 135 to consume the work ahead of WO1 in its queue (tQ,N-1/CN-1), three hours. The sum is fourteen hours, which is equal to the fourteen hours required for WO1 to reach WC 145’s queue and, therefore, WO1 is Pull Tagged and authorized for processing.
In Example 1, the authorization test is affirmative. The time required for WO1 to reach WC 145’s queue is its Flow Time in WC 135 (four hours) plus the transit time required to get to the next WC (ten hours). It will therefore take fourteen hours for this WO to reach WC 145 once work on it has started in its current WC, WC 135. Therefore, the question is “Are there more than fourteen hours of work for WC 145 ahead of WO1?” To calculate this, the time until the next WO is started is added into WC 145 (tR,N), two hours, plus the time to consume the authorized work ahead of WO1 that is destined for WC 145 ((QN + YN)/CN), seven hours, plus the time until the next start in WC 135 (tR,N-1), two hours, plus the time required in WC 135 to consume the work ahead of WO1 in its queue (tQ,N-1/CN-1), three hours. The sum is fourteen hours, which is equal to the fourteen hours required for WO1 to reach WC 145’s queue and, therefore, WO1 is Pull Tagged and authorized for processing.
In Example 2, the processing Flow Time for WO1 in WC 135 is increased to six hours and therefore it will take an additional two hours for WO1 to reach WC 145’s queue, or sixteen hours. Since 16 >14, the test is affirmative and WO1 is again authorized for processing in WC 135.
In Example 3, the currently-authorized work ahead of WO1, destined for WC 145 (YN), is increased to twelve hours as compared to the nine hours in Example 1. The three hours of additional work ahead of WO1 means that WO1 is not required in the time it will take to arrive and results in the authorization test failing; that is, WO1 is not authorized for processing.
In Example 4, the transit time between WC 135 and WC 145 is reduced from ten hours to one hour. This means that WO1 will arrive nine hours sooner than it would have in Example 1 and the authorization test fails to authorize WO1 in this case. It fails because, if authorized, it would arrive sooner than it is needed.
