

Calculating Flow Time in a Work Center
Using Standard Labor/Machine Processing Hours
In the case where all units in a WO are processed as a discrete set, the Flow Time of a WO in a WC is equal to the Standard Process Hours of the WO.
Adjusting for Serial Lot-Splitting
In the case where there are multiple, and serial, operations within the WC and the WO is split into multiple batches within the operations, the Standard Process Hours is adjusted to reflect the actual Flow Time. The situation is illustrated in the following figure for a WO of twenty units with three serial operations within the WC and a batch size of five.
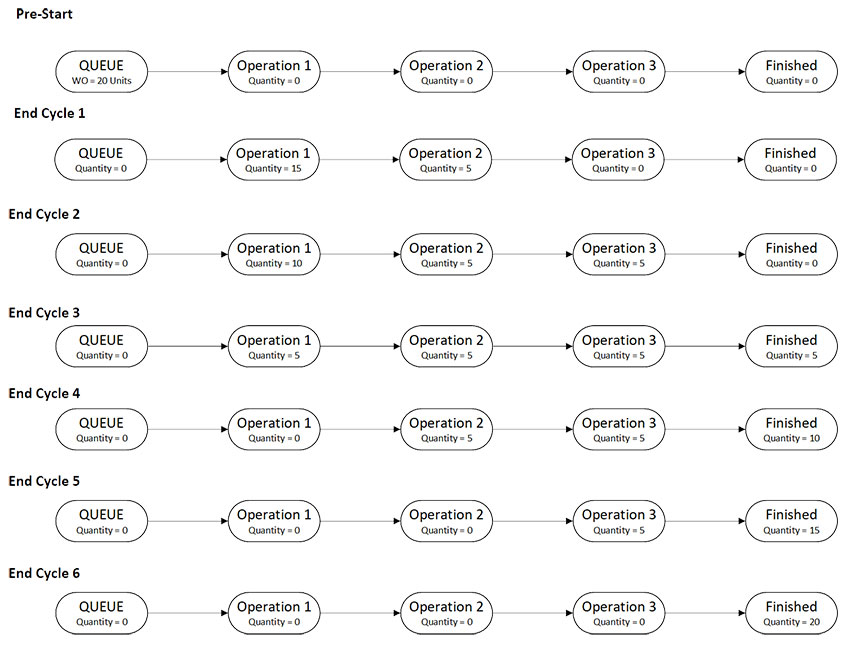
For example, a WO with a Standard Hour per Unit (HPU) of one-hour per operation, or three hours total. The total Standard Hours for this WO is then sixty hours and, if worked on at a single operation, or even moved from operation-to-operation as a single batch, the Flow Time would indeed be sixty hours. But when the WO is split into smaller batches, and moved from operation-to-operation as each batch is completed, the simultaneity of work activities will tend to compress the Flow Time. In the example shown above, each batch would move every five hours, the operation cycle-time or takt time, and the WO would complete queue-to-finished after six cycles, or just thirty hours, 50% of the Standard Hours. Thus, this Flow Time compression effect should be taken into account in the case of sequential batch-processing.
The Flow Time of a WO at a WC is an essential component in this disclosure and is embodied in the previously defined variables tWO1, n-1, tR,N, QN, YN, tR,N-1, and tQ,N-1. To account for the serial-lot-split case illustrated above, an adjustment to convert Standard Hours to Flow Time is applied to these factors on a WO-WC basis.
In particular, an adjustment is made and it should take the form of a ratio that can be applied to the Standard Process Hours:

This ratio will vary at each WC and for each WO based on batch sizes and numbers of operations and is derived as follows:
The batch size that is processed through the WC for a WO is the quantity of units within the WO divided by the number of batches into which the WO is to be split, BN.

In a balanced line, the operation cycle-time for each batch is equal, or nearly equal, for all operations and is the HPU for the WO divided by the number of operations, ON, (to give HPU per operation) multiplied by the batch size. Expressing this in terms of a single batch gives:

The Flow Time, WOFT, is the amount of elapsed time between the first batch starting at the first operation and the last batch finishing at the last operation. This can be broken up into two segments. The first segment is the amount of time that it takes to complete all batches through the first operation, which is the “Clear Time”. The second segment is the amount of time it takes to complete all batches through the rest of the operations, which is the “Flush Time.” Flow Time is the sum of these two times:

Clear Time can be computed as the number of batches times the OHPB.

Or

Alternatively, this variation is used to calculate QN, tR, N, and tR, N-1 in the pull-test algorithm, by substituting equation 5 for the value of OHPB, and Clear Time can be expressed as:

The Flush Time is the time required for the last Batch to get though the rest of the Operations, not counting the first one since it was counted in the Clear Time, or

Adding the two segments together yields the following:

The denominator of the ratio R from equation 3, Total Standard Hours (WOSH), will equal the sum of the amount of time that each batch spends at each operation. This can be expressed as a simple multiplication of the number of batches by the number of Operations and by the Operational hours per batch.

Or

Now that both the Total Standard Hours and Flow Time are represented in terms of Quantity, Number of Operations, and Batch Size the ratio between the two values can be calculated. This ratio is the conversion factor for converting Standard Hours into Flow time from equation 3. Substituting the results from equations 11 and 13 into equation 3:




An example:
# Units=20; ON=3; B=5; HPU=3
Using equation 4, these values yield 4 for the number of batches that will flow through the WC:

Using equation 12, this gives a value of Total Standard Hours of 60:

The Flow Time, equation 11, has a result of 30:

The Ratio R, equation 3, has a value of 0.5:

A simplistic visualization of the flow of batches through a WC on the right 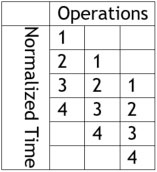 plots Operations on the horizontal with time on the vertical. The numbers symbolize the Batch number and their flow within the WC. The boxes symbolize all of the Standard Hours. Notice that if all the columns are shifted up to form a rectangle the Total Standard Hours formula becomes a simple area calculation.
plots Operations on the horizontal with time on the vertical. The numbers symbolize the Batch number and their flow within the WC. The boxes symbolize all of the Standard Hours. Notice that if all the columns are shifted up to form a rectangle the Total Standard Hours formula becomes a simple area calculation.
The other key visualization here is the Flow Time. The height of the vertical axis is the Flow Time.
The implications for the present system are that when serial lot-splitting is operational, this calculation is done for each applicable WO and WC, and the values of tWO1, n-1, tR,N, QN, YN, tR,N-1, and tQ,N-1 are adjusted accordingly. References to Flow Time for a WO in this context refer to:

Adjusting for Parallel Lot-Splitting
When CN or CN-1 is greater than 0, WOs may be split and run through multiple paths in the WC. This causes Flow Time to contract depending on the number of paths through which the WO is processed. When a lot is split when started, the present system first checks to validate the number of paths through which it is split versus the value of C in the WC, and then adjusts the Flow Time based on the ratio of the largest quantity sub-lot versus the # Units in the WO, RC.

In this case, R can be further generalized as

Or, from equation 16:

Other Lot-Splitting Cases
There are other variations and combinations of lot-splitting cases that will also result in deviations between Flow Time and Standard Process Hours. The derivations of these adjustments are not presented herein.
